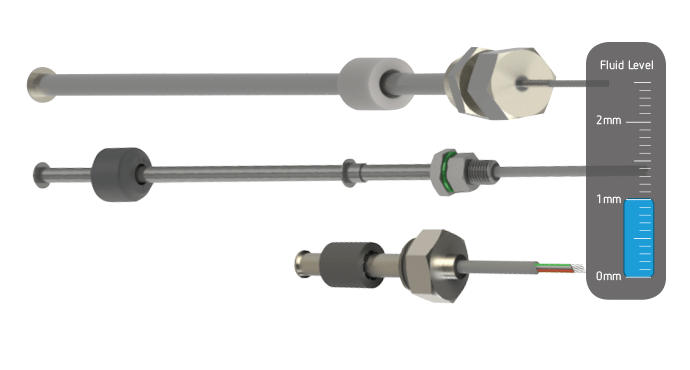
Sensors for foam detection

Non-Contact Foam Detection sensor for Demanding Processes – Precise, Hygienic, Space-saving
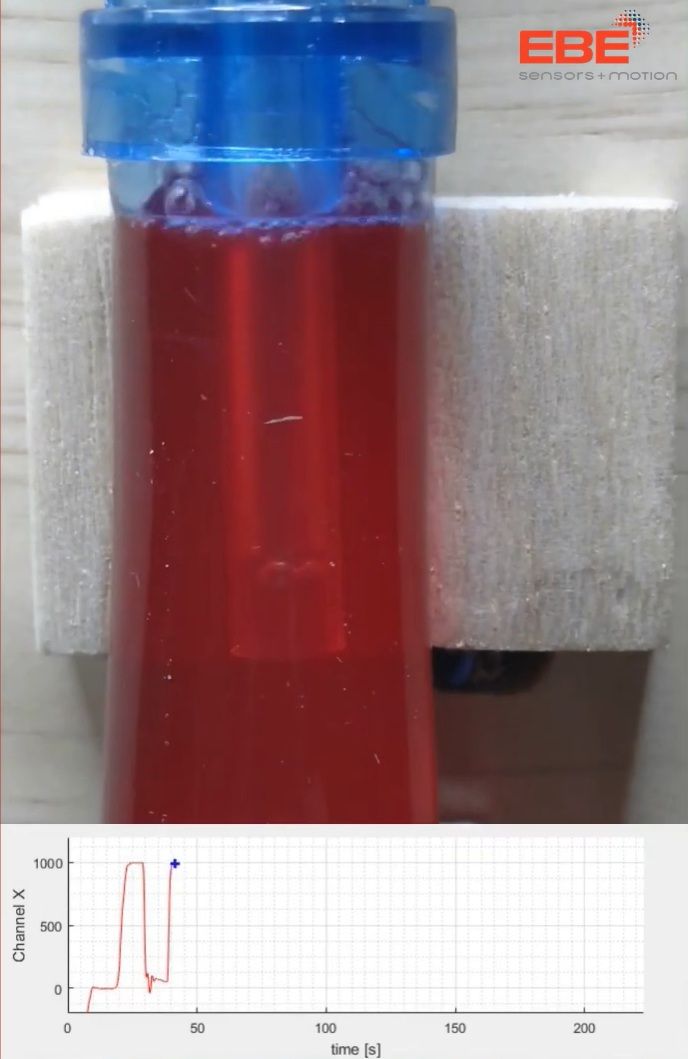
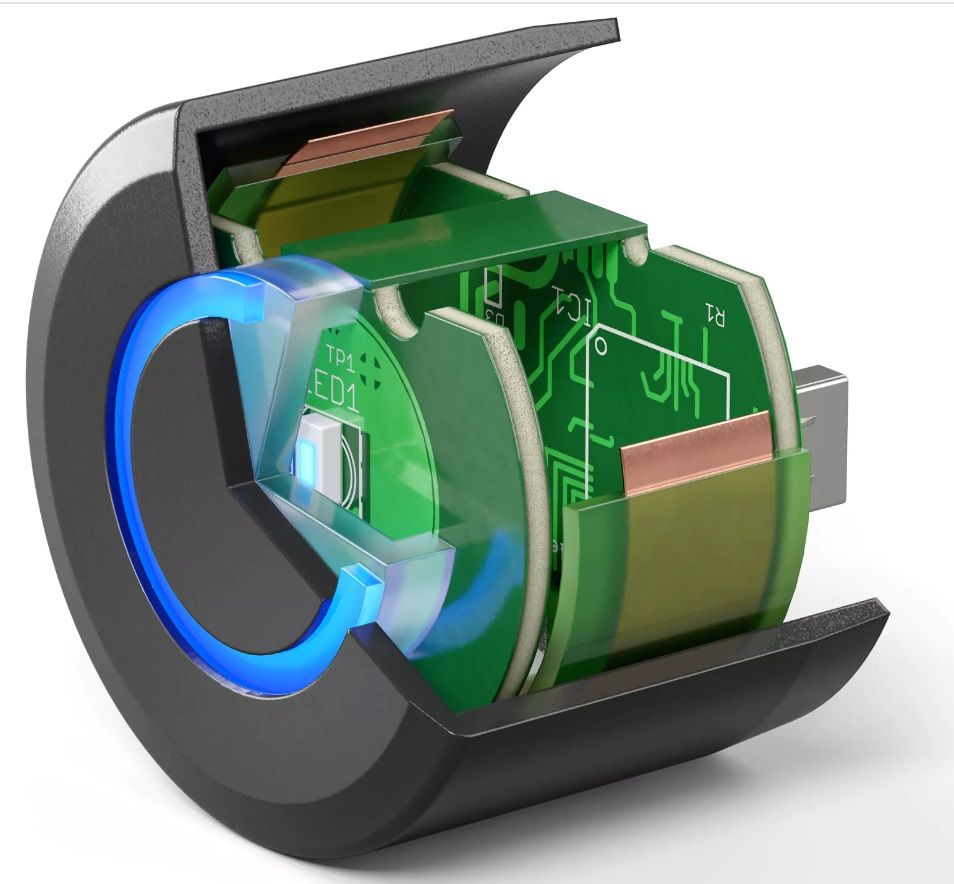
With its QCRC sensors based on corTEC® technology, EBE sensors + motion now offers a solution for foam detection and foam monitoring without the need to intervene in the medium. The sensors work through closed vessel and hose walls and reliably distinguish between air, foam, and liquid—completely contact-free and therefore ideal for sensitive and hygienic processes.
Foam Monitoring as a Critical Factor
In many industrial and scientific applications, foam acts as a process disruptor. This is particularly evident in:
- Fully automated lab workstations
- Bioreactors and fermenters
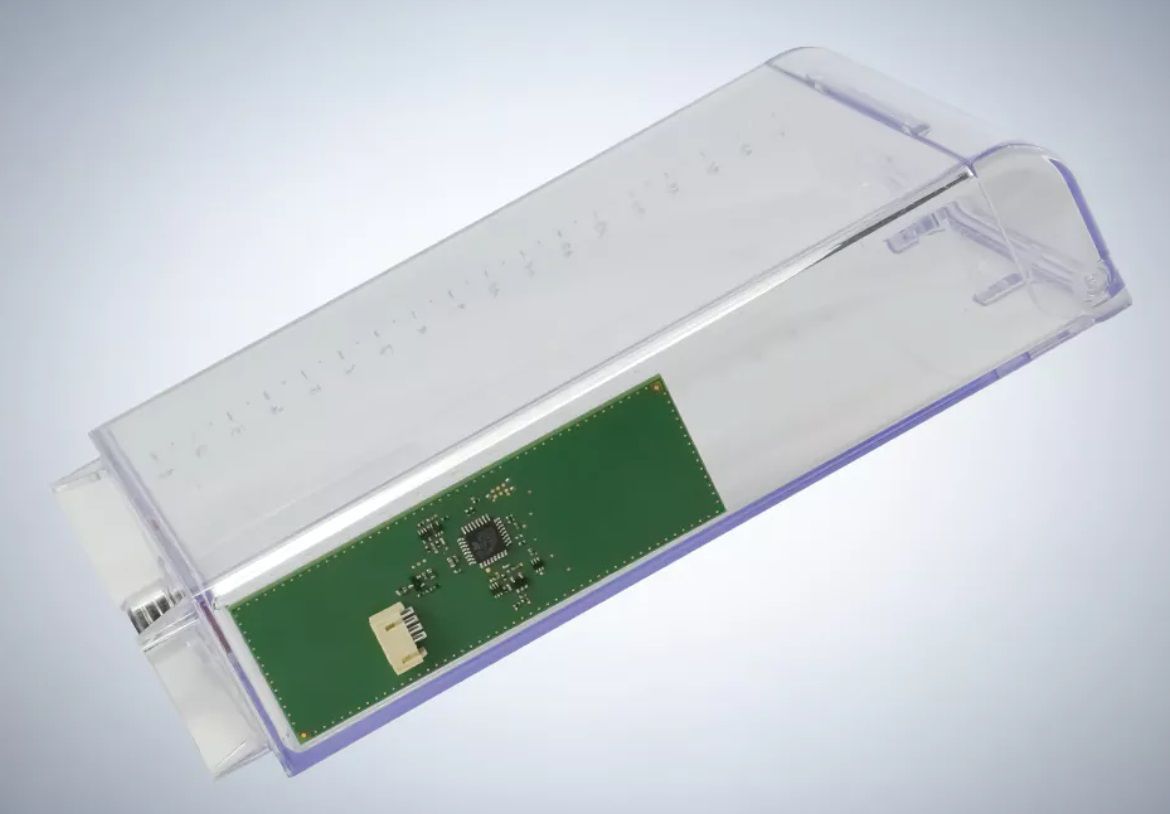
- Densely packed systems with complex sensor technology
Especially in the area of the reactor cover or narrow assemblies, every millimeter of installation space is often at a premium. Additional immersion probes or mechanical components exacerbate this problem.
At the same time, strict hygiene standards apply:
Every component that comes into contact with the medium increases the risk of contamination, makes cleaning more difficult, and causes costly downtime in the event of foaming. Non-contact sensors for foam detection completely avoid these disadvantages.
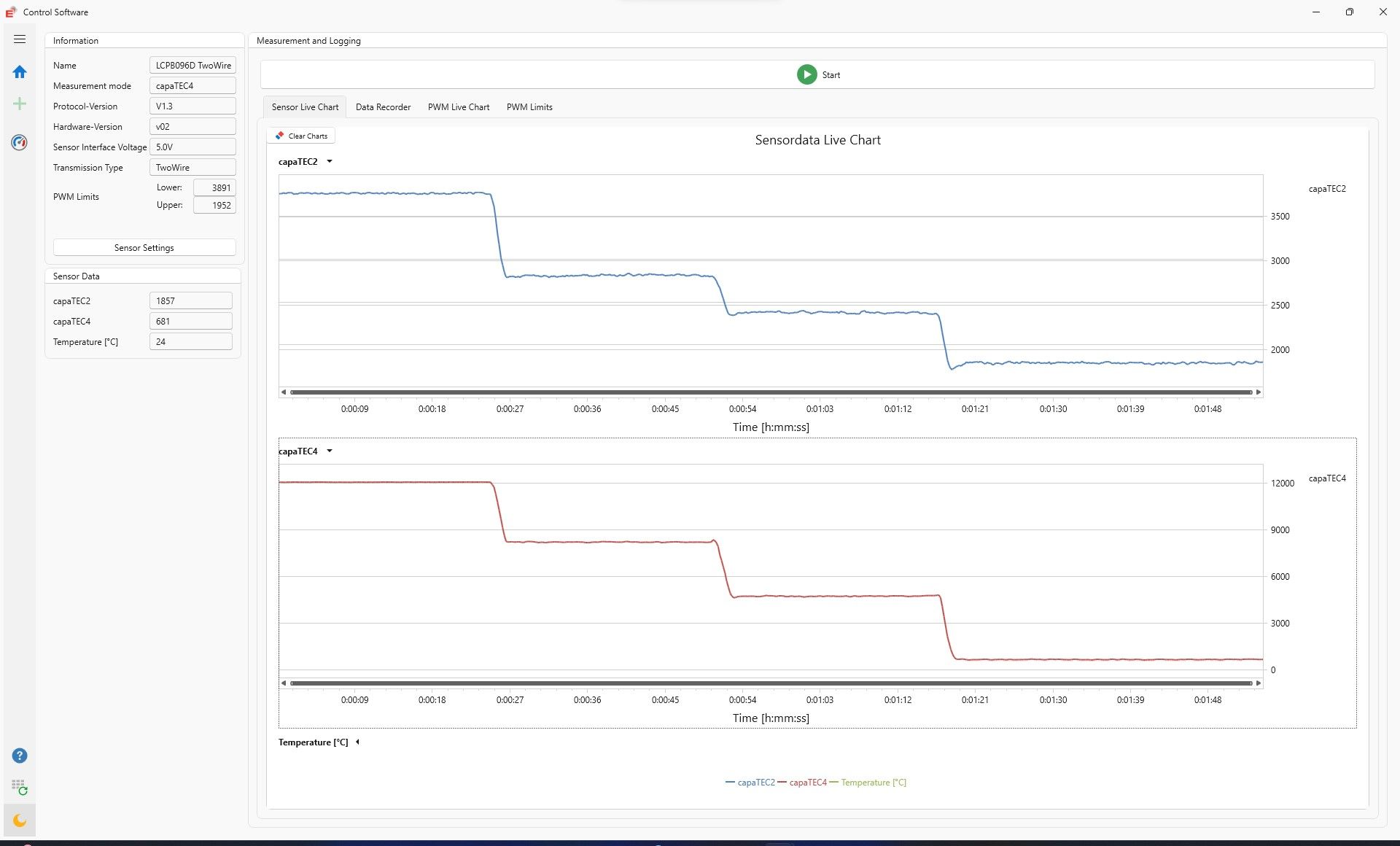
Technology: Precise measurements through capacitive and conductive detection
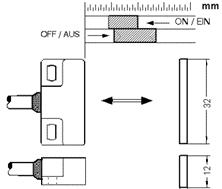
The sensors in the QCRC series continuously monitor the media condition in the process. Parallel measurement of capacitive and conductive parameters produces a robust measurement signal that reliably distinguishes between:
- Air
- Foam
- Liquids
- even Powdery Media
distinguishes itself – even under changing environmental conditions or in dynamic process control.
This allows foam formation to be detected at an early stage, overflow or process errors to be avoided, and fill levels and media changes to be reliably monitored. This combination makes corTEC technology one of the most versatile solutions for foam detection and non-contact foam monitoring in laboratories, pharmaceuticals, bioprocess technology, and industrial automation.
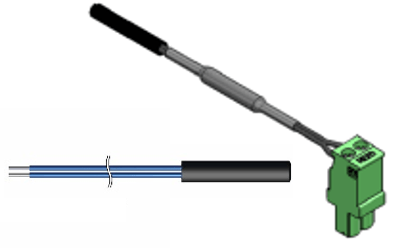
EBE offers an evaluation kit that allows you to test the sensor technology directly in the application and check whether the medium is detected reliably. Please contact us to order an Evaluation Kit.

your
local specialist
for